Come selezionare l'utensile giusto per la pressa piegatrice in base alla forza di piegatura
Nov 28, 2025
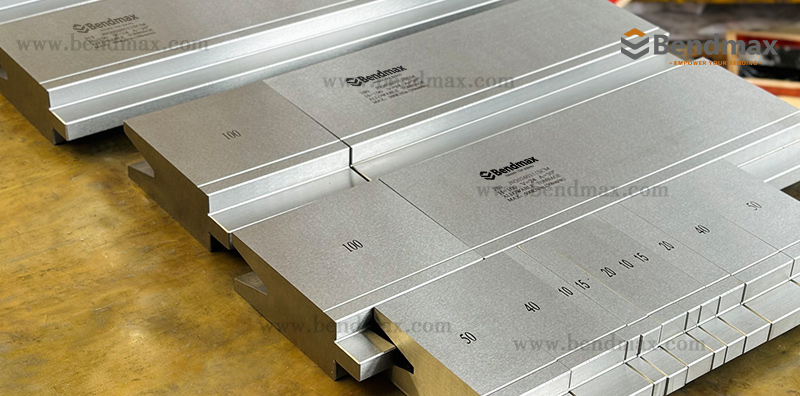
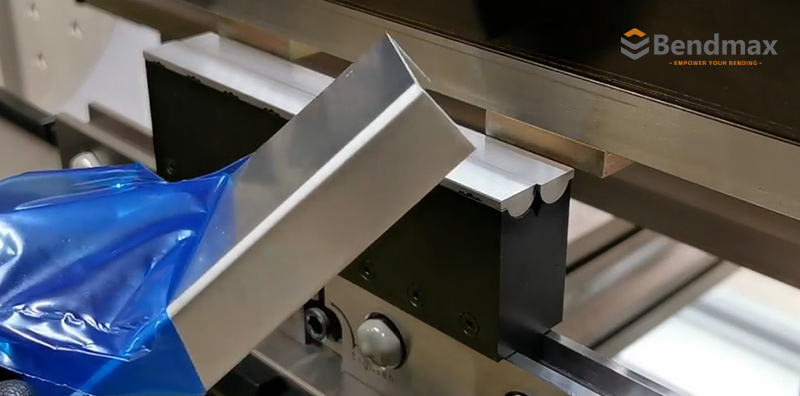
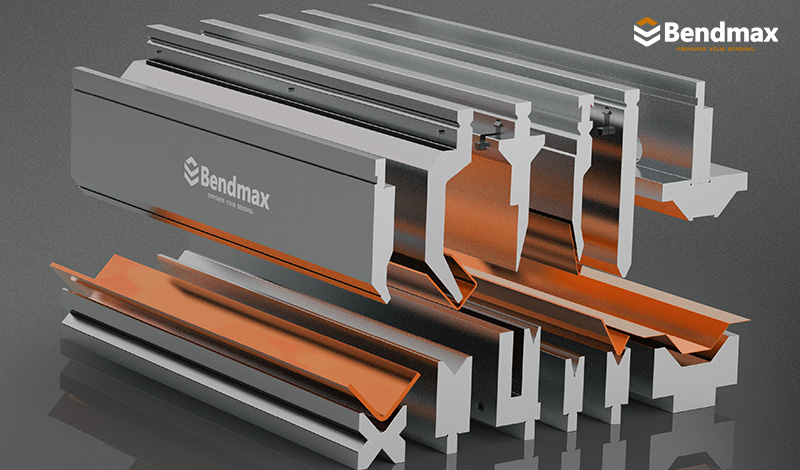
Come selezionare l'utensile giusto per la pressa piegatrice in base alla forza di piegatura Quando si possiede una pressa piegatrice e si è pronti a piegare lamiere, la scelta degli utensili diventa fondamentale. La forza di piegatura richiesta determina direttamente quali utensili utilizzare e quanto a lungo dureranno. In realtà, la scelta degli utensili giusti per la pressa piegatrice è più un'arte che un equilibrio tra materiale, spessore, angolo di piegatura ed efficienza produttiva. Relazione tra forza di flessione e selezione degli utensiliMateriali e spessori diversi richiedono forze di piegatura differenti. Se la forza è insufficiente, il pezzo potrebbe non formarsi completamente; se è eccessiva, potrebbe accelerare l'usura degli utensili o addirittura causarne il danneggiamento. Pertanto, la scelta degli utensili deve essere adeguata sia al tonnellaggio della pressa piegatrice sia alle esigenze del pezzo da lavorare. 1. Piegatura a basso tonnellaggio: adatta per lamiere sottili e formatura di precisione(Attrezzatura per pressa piegatrice BendmaxTube)Nelle applicazioni a bassa forza (come lamiere sottili, componenti da cucina in acciaio inossidabile o piastre di alluminio), un Utensile a matrice a V stretta Si consiglia di abbinarlo a un pugno diretto.Applicazioni:Coperture per elettrodomestici, pannelli decorativi, piccoli componenti di ferramenta, ecc.Applicazioni:Coperture per elettrodomestici, pannelli decorativi, piccoli componenti di ferramenta, ecc. Per esempio:Forza di flessione 100T e 125TMatrice doppia V standard Questa matrice è composta da due scanalature a V disposte ad angolo, tipicamente di 90 gradi. Viene comunemente utilizzata per applicazioni di piegatura ad aria, consentendo di ottenere una gamma di angoli di piegatura regolando la profondità di penetrazione del punzone nella matrice.Versatilità: Adatto a un'ampia gamma di angoli di piegatura regolando la profondità del punzone.Facilità d'uso: Semplice da configurare e regolare per diverse esigenze di piegatura. Questa matrice presenta quattro scanalature a V disposte concentricamente, ciascuna a una profondità diversa. È adatta per creare angoli e forme di piegatura multipli, offrendo versatilità nelle operazioni di piegatura.Molteplici opzioni di piegatura: offre quattro diverse scanalature a V a profondità variabili, consentendo una varietà di angoli e forme di piegatura.Precisione: garantisce piegature precise con risultati costanti.Efficienza: Riduce la necessità di frequenti cambi di utensile, aumentando l'efficienza complessiva nelle operazioni di piegatura. Matrice Multi-V standard Questa matrice ha una superficie piana e viene utilizzata per la piegatura in linea retta, producendo pieghe a 90 gradi nella lamiera. È ideale per creare pieghe nette e precise, soprattutto in materiali sottili.Piegature precise: ideali per creare pieghe nette a 90 gradi nella lamiera.Durata: Generalmente realizzati in acciaio temprato, garantiscono prestazioni di lunga durata.Compatibilità: Adatto a una vasta gamma di spessori e materiali di lamiera. 2. Piegatura di medio tonnellaggio: copre la maggior parte delle lavorazioni di lamieraQuando la forza di piegatura è di livello medio (tipicamente per presse piegatrici da 100T–200T), si ottiene la più ampia gamma di applicazioni. È possibile utilizzare matrici a V multiple o a doppia V con punzoni standard.Vantaggi: Un singolo stampo può gestire diversi spessori di lamiera, migliorando la flessibilità produttiva e prolungando la durata degli utensili.Applicazioni:Parti in lamiera per macchinari, coperture per attrezzature ingegneristiche, componenti per veicoli, ecc.Per esempio:Forza di flessione 175T e 210TMatrice Multi-V standard La matrice multi-V standard per presse piegatrici è un accessorio che consente di piegare lamiere o piastre metalliche in diverse angolazioni e forme. È costituita da molteplici scanalature a V di diversa larghezza e profondità, disposte concentricamente sulla matrice.Questo design consente allo stampo di adattarsi a un'ampia gamma di esigenze di piegatura, offrendo versatilità e flessibilità nella lavorazione dei metalli.Versatilità: Adatto a un'ampia gamma di angoli di piegatura regolando la profondità del punzone.Facilità d'uso: Semplice da configurare e regolare per diverse esigenze di piegatura. Matrice doppia V standard Questa matrice è composta da due scanalature a V disposte ad angolo, tipicamente di 90 gradi. Viene comunemente utilizzata per applicazioni di piegatura ad aria, consentendo di ottenere una gamma di angoli di piegatura regolando la profondità di penetrazione del punzone nella matrice.Versatilità: Adatto a un'ampia gamma di angoli di piegatura regolando la profondità del punzone.Facilità d'uso: Semplice da configurare e regolare per diverse esigenze di piegatura. Standard Quattro V-Die Questa matrice presenta quattro scanalature a V disposte concentricamente, ciascuna a una profondità diversa. È adatta per creare angoli e forme di piegatura multipli, offrendo versatilità nelle operazioni di piegatura.Molteplici opzioni di piegatura: offre quattro diverse scanalature a V a profondità variabili, consentendo una varietà di angoli e forme di piegatura.Precisione: garantisce piegature precise con risultati costanti.Efficienza: Riduce la necessità di frequenti cambi di utensile, aumentando l'efficienza complessiva nelle operazioni di piegatura. 3.Piegatura per carichi pesanti: per lamiere spesse e componenti strutturaliPer la piegatura di carichi elevati (oltre 200 tonnellate), sono necessari utensili più robusti e stabili. In genere si utilizzano matrici a V più larghe o matrici personalizzate per carichi pesanti, abbinate a punzoni a collo d'oca o utensili di formatura speciali.Vantaggi:Resiste a pressioni elevate, previene danni prematuri agli utensili e garantisce una formatura uniforme dei pezzi.Applicazioni:Strutture in acciaio per ponti, componenti di macchinari pesanti, grandi parti a forma di scatola, ecc.Per esempio:Forza di flessione 300TMatrice Multi-V standard Questa matrice è composta da molteplici scanalature a V disposte ad un angolo, tipicamente di 90 gradi. Viene comunemente utilizzata per applicazioni di piegatura ad aria, consentendo di ottenere una gamma di angoli di piegatura regolando la profondità di penetrazione del punzone nella matrice.Versatilità: Adatto a un'ampia gamma di angoli di piegatura regolando la profondità del punzone.Facilità d'uso: Semplice da configurare e regolare per diverse esigenze di piegatura. Matrice doppia V standard Questa matrice è composta da due scanalature a V disposte ad angolo, tipicamente di 90 gradi. Viene comunemente utilizzata per applicazioni di piegatura ad aria, consentendo di ottenere una gamma di angoli di piegatura regolando la profondità di penetrazione del punzone nella matrice.Versatilità: Adatto a un'ampia gamma di angoli di piegatura regolando la profondità del punzone.Facilità d'uso: Semplice da configurare e regolare per diverse esigenze di piegatura. Standard Quattro V-Die Questa matrice presenta quattro scanalature a V disposte concentricamente, ciascuna a una profondità diversa. È adatta per creare angoli e forme di piegatura multipli, offrendo versatilità nelle operazioni di piegatura.Molteplici opzioni di piegatura: offre quattro diverse scanalature a V a profondità variabili, consentendo una varietà di angoli di piegatura.e forme.Precisione: garantisce piegature precise con risultati costanti.Efficienza: Riduce la necessità di frequenti cambi di utensile, aumentando l'efficienza complessiva nelle operazioni di piegatura. Naturalmente, nella scelta di uno stampo per piegatrice, la forza di piegatura è solo uno dei fattori di riferimento. È più importante considerare in modo completo lo spessore della lamiera, il materiale, il raggio di curvatura, i requisiti di processo e le prestazioni dell'attrezzatura. A BENDMAX, non solo forniamo stampi standard di alta precisione e lunga durata, ma possiamo anche personalizzare soluzioni non standard in base alle esigenze del cliente, aiutandoti a raggiungere accuratezza, stabilità ed efficienza in ogni












 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: politica sulla riservatezza
Wechat: politica sulla riservatezza
 IPv6 network supported
IPv6 network supported


 Italiano
Italiano 








